
若您需订购圆柱齿轮减速机,或订购本公司配件请登陆我们的网站:www.txjsj82.com
销售服务热线:0523-87920287 87921086
公司传真:0523-87921086
公司地址:泰兴市泰兴镇姚王
E-mail:28344966@qq.com
齿轮减速机:提高齿轮疲劳寿命的喷丸技术
发布时间:2018-06-28 00:27:00 点击:
圆柱齿轮减速机2018-06-28讯
齿轮减速机、圆柱齿轮减速机2018年6月28日讯:作为一种可重复的制造工艺,为了提高齿轮的抗疲劳性能和抗应力腐蚀性能,喷丸在齿轮加工中具有重要的应用价值。
虽然大家都熟悉喷砂,但人们错误地认为喷丸与喷砂是一回事。然而,这两个过程是完全不同的。喷砂是一种清理的过程,喷丸是改变被喷丸物体表面的表面强化过程。从更多的技术角度来说,喷丸是一种冷加工过程,用来减少残余压应力,提高了抗疲劳能力和内应力开裂的能力。喷丸通过使材料压入本体内部,从而使材料在表面产生塑性变形,增加其强度。
喷丸主要用于受压的机械零件上。这就是为什么齿轮、齿轮轴和花键从喷丸中获益的原因。
与机械加工过程一样,喷丸是一个可重复的过程,遵循规范和程序。为了正确地对工件进行喷丸处理,必须确定以下信息提供给喷丸操作人员:
要使用的喷丸介质的类型、尺寸和硬度
所需的强度(该部件的强度如何)
所需的覆盖数量(一次、两次等)
要使用的机床的类型
要使用的规范,例如,AMS2430
此外,重要的是要包括那些区域需要被喷丸所覆盖,那些区域不需要被喷丸所覆盖,并且需要对其进行防护。
喷丸介质,通常被称为喷头,可以由许多材料制成。最常见的是钢、玻璃和陶瓷。使用的介质类型取决于所使用的部分。钢铁介质是齿轮产品使用的最热门的物质。钢铁介质,由铸、锻和条件切割线(CCW)所制作成,用于中强和高强度喷丸。玻璃和陶瓷珠子是相当普通的适用于中、低强度喷丸的物质。每种类型的喷丸介质都有自己的好处,但是使用CCW和陶瓷珠介质变得越来越流行。例如,对于喷丸渗碳齿轮,推荐介质硬度RC 55-65。通过使用硬介质,有可能在渗碳齿轮上形成更深的压缩层。
齿轮的齿根部分是最重要的部位,齿面上有较深的压缩层,可以减少齿轮的点蚀,延长齿轮的使用寿命。在喷丸过程产生的坑洼表面可以产生更多的表面积,从而帮助润滑油存留在齿轮齿面上。
对于材料硬度HRC 50及以下的零件,推荐采用普通介质的硬度HRC 45-52。所用喷丸介质的大小应该是被削掉的最小半径的一半(或更小)。
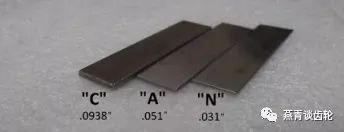
图1
强度描述了喷丸介质撞击表面的难度。为了测量强度,使用了Almen测试条。这确保了在实际齿轮被喷丸的强度是正确的。典型的强度标注为0.006-0.010A,A表示要使用的Almen测试条的类型。这三种主要类型是A、C和N。数字0.006-0.010表示喷丸过程所需的挠度。(见图1)
为了量化喷丸的强度,将Almen条带放置在Almen块中(见图2),并对一侧进行喷丸。通过喷丸,测试条将弯曲成一个新月形。e(见图3)。该条带从块中移除,未喷完的一边放置在Almen量规上(见图4)。该量规测量测试条的曲率(挠度)。由此产生的测量结果是达到的喷丸强度。

图2

图3
影响零件表面强度的因素有几个。这些因素包括:
从喷嘴(或喷轮)到零件的距离
喷丸介质在零件表面上的冲击角
喷丸介质对零件表面的速度/冲击速度
覆盖率是用喷丸凹坑覆盖的零件表面的数量。当表面完全覆盖(凹坑重叠)时,就实现了百分之百的全面覆。如果要得到百分之二百的覆盖率时,必须将达到100%覆盖的喷丸时间加倍。

图4
机床
喷丸机有三种常见类型:离心轮、直接增压器和喷气发动机。这些是半自动或计算机控制的。
离心轮机使用一个或多个带有叶片的涡轮来推动喷丸介质的冲击。这种机器的优点是每分钟喷射量大,达到其覆盖范围和强度的时间很快,它最适合需要整体喷丸的零件。这种机器的缺点是喷射点不能集中在某一零件的某一部分上。对于不需要喷丸的区域需要有特殊的保护措施,且需要有工件固定装置。因此,一些航空行业的零部件公司完全禁止使用。
直接增压机适用于需要中、高强度喷丸的零件。这种机器的优点是它在喷丸特定领域具有较高精度。不同类型的喷嘴可以使喷丸范围控制在一个范围之内,从一个非常紧密的区域到一个稀疏的区域。由于这种精确的控制,大多数数控喷丸机都使用喷嘴进行介质传送。这种类型机器的缺点是它对低强度喷丸效果较差。
喷气机适用于低强度和中等强度喷丸。与直接压力机一样,喷头在喷丸时提供了大量的控制系统。这种类型的缺点是复杂的机床设置,因为机器通常有一个以上的喷嘴,有时可能有十几个喷嘴。
规格
喷丸工艺包括许多规格-最常见的是AMS 2430,它取代了Mil-S-13165。就像机械加工一样,喷丸是一种可测量、可重复的加工过程,具有精确的规格和程序,大多数OEM喷丸规格是基于Mil-S-13165和AMS 2430。
喷丸准备
在喷丸齿轮、齿轮轴或花键之前,所有的加工、热处理和无损检测都必须完成,因为喷丸可能会关闭端面的裂纹,NDT可能检测不到。
在喷丸前抛光齿轮,也有助于在齿轮的表面形成均匀的应力层。你可以在喷丸后磨光齿轮,然后保证只要10%的压缩层不被去除,所需的表面光洁度就会降低。齿轮齿面上的凹痕也将有助于保持润滑剂(见图5)。

图5
喷丸已被证明可以提高包括齿轮在内的金属零件的疲劳寿命。但是,必须指出的是,过渡喷丸的零件有可能产生过度磨损,从而减少齿轮的寿命。考虑到这一点,在齿轮设计过程中考虑试验喷丸工艺是很重要的,最好的做法是在不同的强度和不同的覆盖率下进行取样,以确定哪一个因素组合将提供最好的结果。如果您正在为您的齿轮生产过程开发或添加一个喷丸标注,AMS 2430是推荐的规格。
[本文观点非特殊说明,均有泰兴减速机-圆柱齿轮减速机整理原创所得,(转载必究)如要转载请保留相应的源地址,尊重他人劳动成果]