
若您需订购圆柱齿轮减速机,或订购本公司配件请登陆我们的网站:www.txjsj82.com
销售服务热线:0523-87920287 87921086
公司传真:0523-87921086
公司地址:泰兴市泰兴镇姚王
E-mail:28344966@qq.com
如何提高弧齿锥齿轮的制造精度?
发布时间:2018-05-09 22:29:00 点击:
圆柱齿轮减速机2018-05-09讯
齿轮减速机:精度是弧齿锥齿轮的主要考核指标之一。为了保证齿轮的精度,常规的工艺措施是:选用高精度的铣齿机;配备高精度的工装夹具;控制热处理变形,以减少热处理变形对齿轮精度的影响。
现在,许多农用运输车都采用BJ130的零部件,其弧齿锥齿轮图纸精度要求为:尺寸较大的弧齿锥齿轮(以下简称大轮)径向跳动为0.11 mm,尺寸较小的弧齿锥齿轮(以下简称小轮)径向跳动为0.065 mm。我们采用Y2250机床来加工这两种齿轮,根据我们的实际加工条件,为提高齿轮精度在以下几方面采取了一些措施,供大家参考。
经过反复的探索,发现影响机床精度的最主要因素不是传动链的磨损问题(当然这也是其中的影响因素之一,但是修理的费用极高),而是机床的摇台轴承磨损的问题。当Y2250机床摇台轴承磨损严重时,会引起摇台的轴向窜动、振动,从而导致齿轮的齿圈径向跳动大,并造成齿面的表面粗糙度大。造成Y2250机床摇台轴承磨损的主要原因有两个,其一是机床的润滑系统设计不要,润滑油太少,并且失油时不好检查(特别是后轴承);其二是国产铸件的耐磨性不好。
对于Y2250机床摇台轴承的磨损,修理较容易,费用也较低,方法是把摇台外圆和轴承座内孔用立式车床车一刀并抛光,测出其外圆的实际尺寸d1和内孔的实际尺寸D1,然后配做轴承滚柱,滚柱的外圆直径d0=(D1-d1)/2+0-0.01-0.02 mm,并且保证各滚柱的尺寸一致性要好。我们对Y2250机床采用该方法修理后,大轮的齿圈跳动由0.09 mm~0.17 mm提高到0.04 mm~0.08 mm(该数据是在工装跳动为径向0.03 mm,轴向0.02 mm时测得的)。
机床修理后还要对机床进行以下调整和检查:
①调整刀盘主轴间隙,使主轴跳动在0.01 mm左右;
②调整工件主轴间隙,使主轴的径向、轴向跳动在0.006 mm~0.01 mm之间;
③调整摇台蜗轮、蜗杆的间隙在0.02 mm~0.05 mm之间;
④调整工件主轴蜗轮、蜗杆的间隙在0.01 mm~0.03 mm之间;
⑤检查并调整各传动轴上的齿轮与键的配合情况;
⑥检查其它部位是否有严重磨损或损坏情况。
切齿工艺方面包括工装设计及制造精度、操作切齿顺序、操作规范和精切余量等。
1切齿工装的设计和制造精度
1.大轮工装
对于没有条件制造弹簧碟片夹具的厂家,可采用两种方式的大轮工装。如果是批量大的产品最好采用整体夹具,这样能保证制造质量好的夹具跳动为:径向 0.01 mm,轴向0.005 mm,也即装上机床后,径向跳动约为0.015 mm,轴向跳动约为0.008 mm左右。对于多品种、少批量的产品,应采用分体夹具,因为这样便于降低工装成本,这种结构的工装在铣齿机上测得径向跳动约为0.03 mm,轴向0.02 mm~0.03 mm。
2.小轮工装
在对原设计的小轮工装经过反复研究后,发现有一个地方还可以加以改进,即小轮工装前锥体的顶出螺孔由2—M12改为均布的4—M12,此螺孔可在找正工装跳动时,用M12的顶出螺钉来微调工装跳动。一般来说,小轮工装采用垫纸的方法只能找正至跳动0.015 mm~0.03 mm,而用顶出螺钉可找正至跳动0.005 mm~0.01 mm,该跳动值均是用校对棒在齿面中部位置测出的,这比用垫纸的方法找正快,且精度高。同时,大轮、小轮工装(包括弹性套)均采用20CrMnTi材料进行渗碳淬火处理,以提高工装的使用寿命。
2操作中的切齿顺序
经过对BJ130大轮精切后的产品进行大量的齿圈径向跳动检验,发现其齿圈径向跳动是呈周期性变化的,而且周期长度对应于齿轮的一圈,即周期为2π弧度。因此,根据该原理用2台机床分别加工小轮的精切凹面和凸面,对稳定和提高小轮的切齿精度起到了很好的作用。具体做法是:
(1)首先定位第一面加工时的第一齿(第一面是加工凹面,工装跳动为0.02 mm左右),并用红漆标出该齿。使凹面的跳动周期(如下图所示)固定下来。
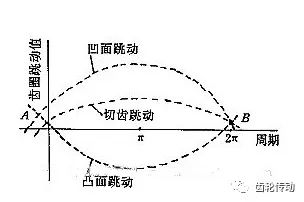
图 小轮跳动的合成过程
(2)然后加工第二面(小轮凸面,工装跳动为0.02 mm左右)时,采用不同的齿作为第二面加工时的第一齿,经过每种情况用10件产品进行检测后,发现小轮凹、凸面分别用2台Y2250机床加工时,同一齿分别作为凹、凸面的第一个加工齿时,小轮的切齿精度最好。该方法经过3个多月的试验后,每天抽查30件小轮的数据,发现小轮的齿圈跳动在切齿后为0.02 mm~0.05 mm,并且非常稳定。这种精度的小轮经过热处理后,能保证95%左右的产品跳动小于或等于0.07 mm,5%左右为0.08 mm~0.10 mm的跳动。
当然,以上是对2台机床分别加工小轮的凹凸面的情况而言的。对于同一台机床分别加工小轮的凹面和凸面时,也显示出有这种规律性。例如:用法国ZFKK460机床在加工其它小轮的凹面和凸面时,就有与上述相同的规律性。
由此可见,操作的切齿顺序能提高或稳定小轮的切齿精度。
3操作规范和精切余量
对于大轮而言,经过检测后发现跳动大的产品往往有杂物在大轮定位面上,或者在大轮的定位面上有小的碰伤,因此我们对操作加工做了以下规定:
(1)大轮在精切前,首先擦净大轮的定位面和工装的定位面,如发现大轮的定位面有小的碰伤,则应使用锉刀修掉该碰伤。
(2)对于小轮也同样要先擦净定位面后才能装入工装内加工,如发现定位轴承档有碰伤,则应用砂布打去该碰伤。
根据切削原理可知,精切余量愈大,则切削力愈大,加工后的表面粗糙度和精度也就愈差。为改善齿面的表面粗糙度,将大轮的精切余量从原来的1.4 mm~1.6 mm改为1.2 mm~1.3 mm(双面余量),这样还进一步稳定或提高了大轮的切齿精度,齿圈的径向跳动波动范围也由原来的0.04 mm~0.11 mm稳定至0.04 mm~0.08 mm。
对于小轮的精切也采取了同样的措施,把双面的精切余量由原来的2 mm改为1.6 mm~1.8 mm,这也同样改善了齿面的表面粗糙度。
在热处理变形方面,大轮的变形比较严重。BJ130大轮一次热处理变形的合格率只有40%,60%需要用油压机压平。我们在大轮校正方面积累了以下一些经验。
(1)在校平时,改冷压为热压,把大轮加热至80°C左右进行热压。
(2)在进行大轮平面度检测时,不仅测内圈不超过0.2 mm,外圈不超过0.1 mm,而且还增加用平尺检查齿平面是否有中间凸出的情况,绝不允许有中凸现象。
对于BJ130小轮的校正,在Y41-40单柱校正油压机工作台上用V形块支撑,用百分表在φ45 mm轴承处校直为0.05 mm跳动,后轴承φ35 mm处为0.1 mm跳动。
为了更好地提高齿轮精度,我们增加了检查齿圈径向跳动为0.05 mm以下的项目,从而对稳定小轮热处理后的精度起了很好的作用。
对于弧齿锥齿轮的常规制造工艺来说,一般在配对前是不作精度检测的。但是,奥利康(Oerlikon)公司生产的T20配对机可对每套配对的产品进行精度的综合显示,以判断产品的配对精度是否合格。
对于不具有T20配对机的用户,弧齿锥齿轮的精度完全随机性地组合。对于BJ130弧齿锥齿轮,图纸规定为大轮齿圈径向跳动为0.11 mm,小轮为0.065 mm,侧隙变化量为0.15 mm。为了保证产品的出厂精度,具体做法是:
(1)对于BJ130弧齿锥齿轮,把大轮和小轮分别进行齿圈径向跳动的全部检验,以找出弧齿锥齿轮精度合格的产品,再进行配对。
(2)为了提高产品的配对率,又将奥利康公司的skkz调刀仪改装成齿圈跳动检查仪,以提高检测率,改装后一个人一班可测150~170件BJ130大轮。根据T20检测机的数据情况,发现有以下规律:
ΔFrΣ=ΔFrA+ΔFrB (1)
式中 ΔFrΣ——大小轮齿圈径向跳动之和,mm
ΔFrA——大轮齿圈径向跳动,mm
ΔFrB——小轮齿圈径向跳动,mm
根据公式(1),对于BJ130弧齿锥齿轮而言,ΔFrΣ=0.175 mm。我们按具体情况,把大轮和小轮的径向跳动分为6类,见下表。
表 大小轮径向跳动分类 mm
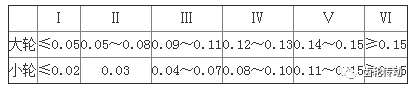
为满足ΔFrΣ=0.175 mm≈0.18 mm的要求,我们对BJ130弧齿锥齿轮采用下列组合的方法:
①(0.14~0.15) mm+0.02 mm=(0.16~0.17) mm,约占10%。
②(0.12~0.13) mm+0.03 mm=(0.15~0.16) mm,约占20%。
③(0.09~0.11) mm+(0.04+0.07) mm=(0.13~0.18) mm,约占60%。
④(0.05~0.08) mm+(0.08+0.10) mm=(0.13~0.18) mm,约占5%。
其余非配套车辆的精度定为ΔFrΣ≈0.18 mm~0.24 mm,约占5%。
对于小轮采取以上综合措施后,基本上达到了100%的精度合格配套率,大轮达到了95%左右的精度配套合格率。
经过长期的实际验证,采取以下措施,可以提高弧齿锥齿轮的制造精度:
配做摇台轴承滚柱,提高机床传动精度。
改进工装结构,提高找正定位精度。
改进操作方法,稳定加工精度。
减少精切余量,提高切齿精度。
热压校平。
按精度分类组合配套大小齿轮,提高成品合格率。
[本文观点非特殊说明,均有泰兴减速机-圆柱齿轮减速机整理原创所得,(转载必究)如要转载请保留相应的源地址,尊重他人劳动成果]