
若您需订购圆柱齿轮减速机,或订购本公司配件请登陆我们的网站:www.txjsj82.com
销售服务热线:0523-87920287 87921086
公司传真:0523-87921086
公司地址:泰兴市泰兴镇姚王
E-mail:28344966@qq.com
渗碳齿轮轴纵向延迟开裂原因分析 及防治措施
发布时间:2017-12-12 23:29:00 点击:
圆柱齿轮减速机2017-12-12讯
我单位于今年4月份加工了30件材料为20CrMnTiH5的齿轮轴,经“渗碳淬火+磨齿”工艺加工而成,加工完毕后经质检部派员逐个认真检查(包括磨齿后的探伤检查)进行了综合验收,全部合格而入库。见图1所示。
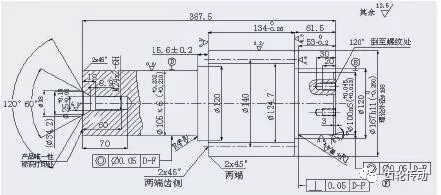
图1齿轮轴示意图
齿轮轴参数 m=10 z=14 a=20° 渗碳层深度1.8~2.3mm
齿部硬度56~63HRC 心部硬度30~40HRC
7月中旬从成品库将这批齿轮轴领出进行装配,在装配中发现16根齿轮轴齿部沿齿向全长产生纵向贯穿性的严重开裂而报废。见图2所示。

图2 齿轮轴齿面严重开裂示意图
在气体渗碳中,由氢脆造成的开裂不是在热处理和机加工完成以后就马上在齿面产生的裂纹,而是在成品库放置一段时间之后产生的,这种开裂属于典型的延迟开裂,在国内齿轮行业中时有发生,经济上给企业造成的损失很大。
一、齿轮钢氢脆的基本概念
1、氢脆的危害性
①钢中含氢量过高,钢显著变脆
从本质来看,白点的存在使钢的力学性能,特别是横向的塑性和韧性急剧降低,成为最危险的断裂源,严重影响零件的使用性能和寿命。
②延迟开裂的隐蔽性
对于齿轮轴在成品库存放中的齿部开裂以及在装配中的开裂,有关人员在工作中均可发现,但对于总装后已发至用户的总成件,用户在使用中对齿部何时开裂就无法预计,在使用中一旦齿部开裂或断裂,在瞬间将诱发恶性事故的发生,这样就无法进行事先预防,事故具有严重的隐蔽性,对车辆正常运转带来严重的威胁和安全上的隐患。
2、产生氢脆的三个基本条件
①有足够的氢
②有对氢敏感的金相组织
③有足够的三相应力存在
3、氢脆断裂的主要特点
①延迟开裂或断裂 工件热处理后对没有发生开裂或断裂,探伤检测也没有裂纹,而是放置几个月以后才发生的开裂,均属延迟开裂,延迟开裂是氢脆的一个重要特征。
②多数都是横断。
③开裂是贯穿性的大裂纹,不是表面的细小裂纹。
④工件在渗碳热处理前后,有电镀、酸洗及磷化过程中由于氢的渗入,在室温停放一段时间后,发生断裂(无载荷),尤其对薄壁件危害极大,这方面我们有着深刻的教训。
⑤发生氢脆断裂材料的强度,硬度变化不大,断面收缩率下降了50%-90%。
⑥断口分析表明,断口的形貌具有典型的沿晶断裂特征。
4、对氢脆比较敏感方面的注意事项
①硬度 渗碳齿轮表面的硬度大于50HRC,心部硬度大于30HRC,具有氢脆敏感性。硬度越高,氢脆的敏感性越大。
②组织 孪晶马氏体、马氏体和贝氏体的混合物、马氏体加残余奥氏体、低碳马氏体、贝氏体组织具有较大的氢脆敏感性,而铁素体或珠光体氢脆敏感性较低。渗碳淬火组织对氢脆具有较强的敏感性。
③应力 应力越大、越集中氢脆敏感性越强,氢脆断裂往往发生在工件应力集中处。充分回火应力减低,氢脆敏感性下降。
④钢种 低碳钢氢脆敏感性低,Cr-Mn-Mo、Cr-Mn-Ti、Cr-Ni、Cr-Ni-Mo、Cr-Ni-W等钢的氢脆敏感性较大。
⑤钢的含碳量增加,Cr、Ni、Mo等元素含量增加,氢脆敏感性增大。
二、齿轮轴齿面延迟开裂的原因分析:
(一)从钢材的源头说起,提高钢材的冶金质量,确保钢材的纯净度达标。
1、钢的纯净度是反映钢材质量的重要指标
氮、氢、氧气体存在于钢中的危害性:
氮、氢、氧气体存在钢中,将对钢的性能产生严重影响。
氮存在钢中,常使钢的硬度和强度提高,而塑性降低,导致钢产生时效而变脆。
微量的氢在钢中,会使钢的塑性剧烈下降,出现“氢脆”,造成延迟开裂和局部显微裂纹。在显微镜下,可见白色圆痕,常称之为“白点”,它是一种使钢产生突然断裂的根源。
氧对钢的力学性能影响很大,会使钢的强度和塑性降低。尤其氧化物(Fe3O4、FeO、MnO、SiO2、Al2O3等)夹杂在钢中,加剧了钢的热脆现象,且降低了钢的疲劳强度。
总之,气体是钢中最有害的元素对钢的性能和质量影响很大,因此,必须严格控制其含量。
2、生产含氢、氮、氧较低的纯净钢,炉外精炼是关键。
国内、外先进的冶炼方法是采用电炉粗炼+炉外精炼,炉外精炼是关键,必须引起足够的重视。
炉外精炼一般采用真空脱气法、真空浇铸等先进工艺的方法,使齿轮钢中的氧含量由30~40ppm减低到20ppm以下。通过炉外精炼可以使钢中的氢、氮、氧含量控制到很低的水平,大大降低了S、P的含量,显著减少非金属夹杂的含量,改善非金属夹杂物的形态。
对某些要求更高的齿轮,可采用电渣重熔的方法进一步提高钢材的冶金质量。
目前国内部分有实力的特钢企业生产的汽车齿轮钢,能达到的质量指标已接近和达到国际先进水平:[O]≤15ppm; [H]≤1.0ppm; [N]≤40~60ppm; [S]≤10ppm ;[P]≤30ppm。
国内、外权威机构和有关行业(锻造、热处理)一致公认:锻件的氢含量在2X10-6以下时,这时钢中的含氢量已降至不发生白点和氢脆的极限含氢量以下,所以不会产生白点和氢脆。
3、改善钢材纯净度,减少有害气体含量,减少非金属夹杂。
齿轮钢中的杂质主要是非金属夹杂物,它存在于晶粒之中,破坏了晶粒晶体结构的连续性,非金属夹杂物在钢中实质起到了裂纹的作用,是钢产生裂纹直至破断的祸根。由于非金属夹杂物与基体的物理和力学特性差异很大,所以实际上是一种危害很大的缺陷。
①对热处理的影响
由于夹杂物与金属基体热膨胀系数不同,在热处理过程中会产生很大的内应力,经测试可达124Mpa,尤其是脆性夹杂物,如Al2O3产生的应力更大,另外,在气体渗碳中,夹杂物会促使内氧化深入,即增加黑色组织形成的倾向。
②对机械性能的影响
夹杂物在金属中实质起到裂纹的作用。在抗拉强度试验中,主要影响是塑性和韧性,尤其对横向性能的降低更为严重。在齿轮钢中,氧和硫分别以氧化物和硫化物的形式存在,齿轮钢的纯净度取决于氧化物和硫化物的夹杂物。
这些非金属夹杂物的尺寸、形状及分布对齿轮钢的质量有很大影响。
从以上分析,得出以下结论:使用有害气体超标、杂质严重的低端劣质钢即钢材的纯净度不达标,是产生延迟开裂的主要原因之一。
(二)、齿轮钢含氢量过高,氢主要来自以下二个方面
1、氢来自冶炼时氢的熔入,造成齿轮钢质量上的先天不足
钢在冶炼时,不可避免的有氢、氧、氮有害气体溶入其内。炉料中如有过多的铁锈[Fe(OH)2]、水分、将使钢液中的氢含量增加,雨季时炉料难免潮湿,铁锈增多,而且钢液还要在空气中吸收水分,空气的湿度与钢液中的氢含量有对应关系。因此,潮湿季节炼出的钢往往比干燥季节炼出的钢氢含量要高,因此产生白点和氢脆的倾向增大。
2、氢来自气体渗碳中氢的渗入,造成齿轮钢质量上的后天不足
①渗碳排气阶段甲醇滴入量过大
甲醇分解:CH3OH CO+2H2,分解产物中氢含量占66%(体积比),工件装炉后加热,由于工件温度低,氢的渗入量大于碳的渗入量。一般规律是温度越高碳的渗入量越多,氢的渗入量少;温度越低,氢的渗入量增多,碳的渗入量减少。对渗碳的排气阶段,为了尽早的把炉内空气排出,甲醇的滴入量很大,致使炉内氢势很高,促进了氢的渗入。
氢脆一般只发生在气体渗碳件上,在固体、液体渗碳时,发生的几率很低。
②气体渗碳或其它保护气氛中氢含量都是比较高的。热处理常见气氛中氢的含量见下表所示。
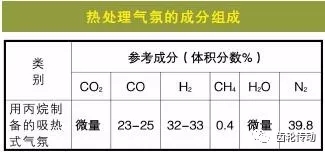
气氛中的氢含量一般在30%(体积分数)以上,高者达60%左右,非金属夹杂物等缺陷受载时的应力集中与氢含量高这两个条件的叠加,很容易使氢致裂纹优先产生。
综上所述,渗碳保护气氛加热所用的气氛中,都含有大量的氢气,无论是排气阶段还是强渗、扩散、降温阶段炉气中存在着大量的可被工件表面吸附的活性氢原子,工件在含氢气氛中加热和长时间的保温,必然有渗氢现象。渗入工件的活性氢原子(外因),非金属夹杂物和疏松等缺陷(内因),外因通过内因起作用。使氢在沿晶界分布的非金属夹杂物中含量增高。
从以上分析得出以下结论:齿轮钢含氢量过高,是造成延时开裂的主要原因之一。
(三)、热处理冷却时产生的内应力,特别是组织应力过大和应力集中,也是产生延迟开裂的主要原因之一。
(四)、采购钢材时对钢材质量严重失控,没有把有害气体超标、杂质严重的低端劣质钢材拒之门外。这方面也是造成延时开裂的原因之一。
(1)采购钢材时质量意识淡薄和为了降低制造成本,单纯追求经济效益,采购钢材时谁家的钢材价格上便宜就买谁家的;采购钢材时,对供货钢厂一没签合同,二没签技术协议,缺乏质量约束,交货时钢厂又拿不出产品合格证书(包括出厂时的化学成分、力学性能、纯净度、非金属夹杂、晶粒度等质量报告),质量上处于严重的失控状态,一旦质量上出问题,则无据可查。
(2)国内钢厂虽为数不少,但能生产满足齿轮钢冶金质量要求的厂家不多。所以在选择钢材厂家时,要特别加以注意。
齿轮用钢没有从源头上把好质量关,在国内齿轮行业,由于氢脆、白点造成的开裂时有发生,这方面的教训是由人为的原因而造成。在齿轮行业中,也是普遍存在的通病。
三、我单位长期使用高淬透性的渗碳齿轮钢——20Cr2Ni4A、18Cr2Ni4WA等钢种,这类钢对氢脆十分敏感,但从没发现因氢脆而发生延迟开裂,这是为什么?
我单位以生产①特大型电传动矿用汽车(载重量108t、154t、190t、240t)②机械传动矿用汽车(载重量45t、55t、95t)轮边减速器的传动齿轮为主的专业厂家,大部分齿轮采用渗碳淬火+磨齿的工艺加工而成,是典型的硬齿面重载齿轮。齿轮用钢以高淬透性的渗碳钢20Cr2Ni4A、18Cr2Ni4WA、20CrNi2Mo、20CrNiMo钢材为主,仅仅只在SF31904电传动矿用汽车(载重量108t)轮边减速器传动齿轮主机厂家指定采用20CrMnTi,延迟开裂的齿轮轴就是108T的行星轮轴。
(1)对于20Cr2Ni4A、18Cr2Ni4WA没有发生延迟开裂的主要原因如下
①由于思想上重视,对于用高淬透性的Ni-Cr钢锻成的锻件,坚持锻后热处理做去氢退火+重结晶,将过量的氢降至最低极限,消除和免去了白点和氢脆的影响。
②用20Cr2Ni4A、18Cr2Ni4WA钢加工的齿轮,在渗碳后淬火前采用650-680℃,2-3次的高温回火,每次回火的时间在5小时左右。高温回火的目的主要是:为了析出碳化物来调整马氏体中含碳量及减小残余奥氏体含量。但随之而来的好处是,渗碳中渗入的氢在2-3次高温回火中,得到释放和扩散并被排除体外,从而降低和消除了白点和氢脆的影响。
由于20CrMnTi锻件锻后热处理没有做去氢退火的工序,渗碳后淬火前没有做2-3次的高温回火,因此渗入过量的氢和内应力叠加产生氢脆,导致延迟开裂。
(2)、通过以上分析悟出30根20CrMnTi齿轮轴热处理工艺上存在的严重不足
①对于用Cr-Ni类钢制作的大型重要的齿轮锻坯,对去氢退火非常重视,可是对Cr-Mo、Cr-Mn-Mo、Cr-Mn-Ti等一类的钢,去氢退火工序往往被忽略,锻造以后又未采取缓冷的方式,因而使氢脆的事故时有发生。
②Cr-Mo、Cr-Mn-Mo、Cr-Mn-Ti等一类的钢,原材料中含氢量较高,缺少去氢退后工序,锻后冷却较快,使钢中的氢扩散出去的很少,对于较大截面的渗碳件,原材料中含氢量高,是造成低应力脆断的主要原因。
③20CrMnTi对氢脆的敏感性较大,在气体渗碳中,渗氢量过高,没有采取任何去氢措施,加上钢材冶金缺陷和内应力的联合作用而产生氢脆。
④在整个热处理的过程中没有降低氢含量的意识,对降低氢含量的重要性没有足够的认识。
四、对氢脆引发延迟裂纹的防治措施
(一)、氢脆引发延迟裂纹防治措施的原则有以下三点:
1、渗碳齿轮钢的冶金质量必须达标,这是前提
20CrMnTi具有价格便宜的优势,因此,长期以来在国内齿轮行业中得到了广泛的应用,仅限于轻载、中等载荷的齿轮用钢。对于承受重载和要求耐冲击的重要齿轮20CrMnTi满足不了使用的要求。国内生产20CrMnTi钢材的厂家太多,在冶金质量上能达标的厂家屈指可数。因此在采购钢材时希望能以冶金质量必须达标为原则,从源头把好钢材质量关。
2、尽量减少钢坯中的含氢量,创造条件使氢从钢坯中扩散逸出。
A、减少钢中含氢量的途径
不同钢种的锻件对白点和氢脆的敏感程度不同。影响锻件敏感性的因素主要是钢的含氢量,钢的含氢量越高,白点和氢脆敏感性就越大。钢中的氢可以呈原子状态、分子状态或化合物状态存在,形成白点和氢脆有决定作用的是原子氢。防止白点和氢脆产生的根本方法是减少钢的氢含量,使钢中残留的氢限制在钢无白点和氢脆的极限氢含量以下。
B减少钢中氢含量的措施:
①炼钢对钢液进行真空脱气或采用真空浇铸的方法,对某些有更高要求的齿轮,可采用电渣重熔的工艺进一步提高钢材的纯净度,确保齿轮钢纯净度达标。
②对齿轮钢纯净度不达标时,为消除白点和氢脆的危害,对锻件必须进行锻后热处理锻造成形后,随即进行的热处理称之为锻后热处理。锻件的锻后热处理其目的主要是为了去应力、重结晶细化晶粒,并同时去氢。
a.重结晶处理
锻件经过多次重结晶处理,使晶粒细化,组织改善,性能得到提高。
b.去氢退火
将锻件中的氢降低至极限含氢量以下,并使其分布均匀,以免除白点、氢脆的危险。由于氢在γ相和α相中的溶解度和扩散系数不同,特别是氢在α相中的溶解度低,而扩散系数大,这就使得在退火过程中氢得以不断向外扩散。
去氢退火往往与重结晶合并进行。去氢退火的温度通常在650℃ 。退火后应尽可能慢速冷却,以防止新的内应力产生。一般冷却分为两个阶段:400℃以上由于钢的塑性好,内应力不易形成,所以冷却可快一些;400℃以下,为了减少锻件中的残留应力,冷却速度应足够缓慢。对于合金元素较多、性能要求较高的锻件,锻后要求进行一次甚至多次重结晶热处理,以便改善锻件的组织和性能。
③锻件根据国外的先进经验和理念,当齿轮钢纯净度达标时,锻后不做去氢退火
国内、外有关行业(锻造、热处理)一致公认:锻件的氢含量在2X10-6以下时,可以避免产生白点。因此,①对于一般大型锻件含氢量≤(2)X10-6时;②对于重要的大型锻件含氢量1X10-6时;这时钢中的含氢量已降至钢无白点的极限含氢量以下,所以不会产生白点和氢脆,可不做锻后热处理去氢退火,但不能忽略必须做重结晶。锻后热处理去氢退火是钢液在冶炼中,冶炼工艺落后、水平低下的产物。
3、减少热处理冷却时所产生的内应力,特别是组织应力。
(二)、在渗碳后加一道高温回火的工序
目的是使钢中的氢会随之扩散出去,从而降低和消除氢脆的影响。
(三)、低温回火
经试验研究表明,随着回火保温时间的增加,断面收缩率上升,保温8小时,断面收缩率基本恢复。在实际生产中,应使用保温8小时以上的低温回火,即可消除氢脆的影响。
(四)、尽量在含氢量低的气氛中进行淬火加热
[本文观点非特殊说明,均有泰兴减速机-圆柱齿轮减速机整理原创所得,(转载必究)如要转载请保留相应的源地址,尊重他人劳动成果]